








- Ultrazvukový trúbka
- Ultrazvukový zvárací stroj na plasty
- Ultrazvukový zvárací stroj na kovy
- Ultrazvukový šijací stroj
- Ultrazvukové rezacie zariadenie
- Ultrazvukový homogenizátor
- Ultrazvukový generátor
- Ultrazvukový menič
- Ultrazvukové bodové zváranie, ručné zváranie
- Ultrazvukový stroj na utesňovanie hadíc
- Ultrazvukový gramofón
- Stroj na odtok vody
- Príruba









01




Ako navrhnúť formy na ultrazvukové zváranie (zváracie hlavy)
Kľúčové detaily dizajnu
Ultrazvuková zváracia forma (zváracia hlava) je jadrom prenosu energie. Jej dizajn sa zameriava na tri hlavné dimenzie: akustické prispôsobenie, štrukturálne prispôsobenie a spracovanie materiálu. Tieto faktory priamo určujú kvalitu zvárania a stabilitu zariadenia. Kľúčové body sú nasledovné:
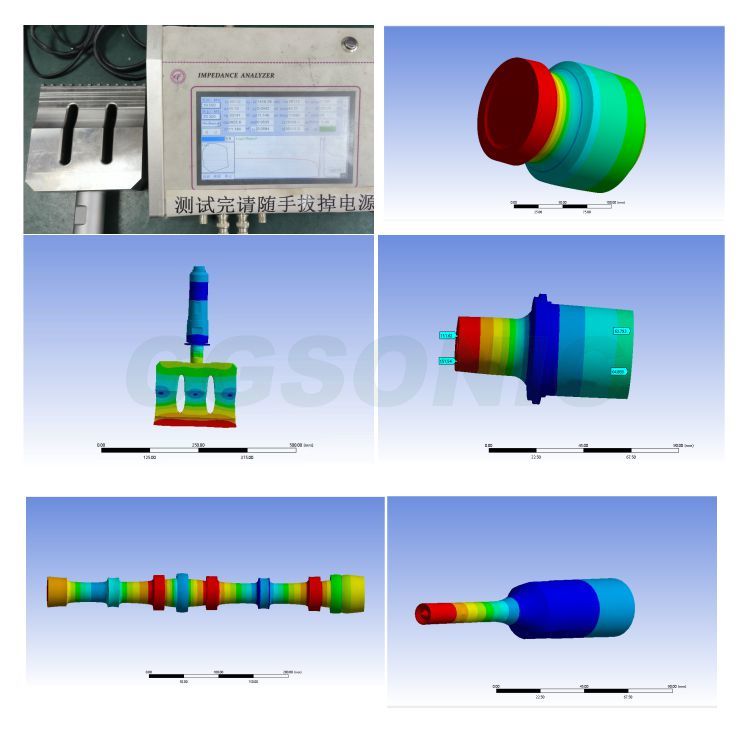
I. Porovnanie akustického výkonu (základný predpoklad)
Zváracia hlava musí fungovať ako rezonátor a musí byť presne prispôsobená frekvencii zariadenia, aby sa predišlo stratám energie a poškodeniu zariadenia. Vibračné režimy sú optimalizované pomocou akustickej simulácie, aby sa zabezpečilo rovnomerné rozloženie amplitúdy a eliminovala sa koncentrácia napätia. Amplitúda je racionálne nastavená podľa tvrdosti zváraného materiálu, pričom sa riadi pomer zosilnenia amplitúdy, aby sa vyvážila účinnosť zvárania a životnosť formy.
II. Zváraný povrch a celkový konštrukčný návrh
Konštrukcia zváracieho povrchu musí vyvážiť koncentráciu energie a ochranu produktu: mali by sa pridať vzory na vedenie energie, aby sa energia sústredila a urýchlilo zváranie; mali by sa použiť polohovacie a bezchybné konštrukcie, aby sa zabránilo posunutiu produktu alebo jeho spätnému umiestneniu. Nezváracie oblasti by mali byť vyčistené, s skosené alebo zaoblené hrany, aby sa zabránilo poškodeniu výrobku a praskaniu formy. Celkový dizajn musí vyvážiť nízku hmotnosť a tuhosť; nekritické oblasti je možné vydlabať a formy s dlhými rukoväťami by mali mať výstužné rebrá, aby sa zabránilo deformácii.
III. Výber a spracovanie materiálu
Materiály musia vyvážiť akustický výkon, pevnosť a odolnosť proti opotrebeniu: titánové zliatiny sú vhodné pre vysoko presné aplikácie s vysokým objemom výroby; hliníkové zliatiny ponúkajú vysokú nákladovú efektívnosť a sú vhodné pre maloobjemovú až stredne objemovú výrobu; nástrojová oceľ sa používa na zváranie tvrdých materiálov a materiálov obsahujúcich sklenené vlákno. Na základe vlastností materiálu sa aplikujú vhodné tepelné alebo povrchové úpravy, aby sa zlepšila odolnosť formy proti opotrebeniu a jej životnosť.
IV. Kľúčové body pripojenia a overenia
Spojovacia plocha s amplitúdovým transformátorom musí presne pasovať, aby sa zabezpečila súososť a účinnosť prenosu energie. Po dokončení návrhu sa vykonávajú simulácie, skúšobné zváracie skúšky a životné skúšky, aby sa overilo, či kvalita zvaru a stabilita formy spĺňajú normy. Modulárny dizajn je možné použiť na zlepšenie prispôsobivosti produktu a zníženie nákladov.